自動換刀電主軸的高精度控制首先依賴于精密的機械結構。主軸的軸體通常采用高強度、高剛性的材料,如優質合金鋼或鈦合金,以確保在高速旋轉及切削力作用下,軸體不易發生變形。同時,軸體的制造工藝*為嚴苛,其圓柱度、圓跳動等形位公差需控制在*小范圍內,一般達到微米甚至亞微米級別,從根源上保證主軸旋轉的精度基準。

軸承系統是決定主軸精度的關鍵環節。在高精度電主軸中,常采用陶瓷球軸承、空氣靜壓軸承或磁懸浮軸承。陶瓷球軸承具有低密度、高硬度、低熱膨脹系數的特性,相較于傳統鋼球軸承,可顯著降低高速旋轉時的離心力和摩擦力,減少振動與發熱,提高旋轉精度。例如,氮化硅陶瓷球軸承配合特殊的潤滑方式,能將主軸的徑向跳動控制在 0.001mm 以內 。空氣靜壓軸承利用壓縮空氣在軸頸與軸承之間形成均勻的氣膜,實現無接觸支撐,其徑向和軸向跳動可低至 0.1μm,為超精密加工提供穩定支撐。磁懸浮軸承則通過電磁力使主軸懸浮,具有響應速度快、精度高、無磨損等優勢,能有效抑制主軸在高速運轉時的振動,保證高精度加工。
精準的電機驅動與控制
電機作為電主軸的動力源,其驅動與控制的精準度直接影響主軸的轉速穩定性和定位精度。現代自動換刀電主軸多采用永磁同步電機(PMSM),PMSM 具有高功率密度、高效率、高動態響應等特點。通過先進的矢量控制技術,將電機的定子電流解耦為勵磁電流和轉矩電流,實現對電機轉速和轉矩的獨立精確控制,使電機在不同工況下都能保持穩定運行,轉速波動可控制在*小范圍,滿足高精度加工對轉速穩定性的嚴苛要求。
配合高精度的編碼器,可實現對主軸轉速和位置的實時反饋。編碼器將主軸的旋轉位置信息轉化為電信號反饋給控制系統,控制系統根據反饋信號與預設值進行比較,通過 PID(比例 - 積分 - 微分)調節算法實時調整電機的輸入電流和頻率,從而精確控制主軸的轉速和位置。例如,高分辨率的**式編碼器每轉可輸出數十萬個脈沖,能夠實現對主軸位置的精確監測,確保換刀及加工過程中主軸定位精度達到 ±0.001mm 甚至更高。
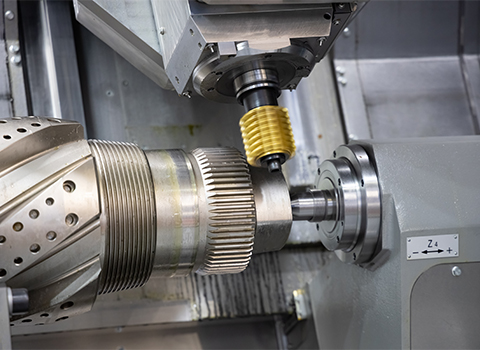
智能的換刀系統控制
自動換刀過程的高精度控制是確保加工連續性和精度的關鍵。換刀系統通常包括刀庫、換刀機械手以及相關的控制機構。刀庫的設計需保證刀具存儲的穩定性和取放的準確性,刀具在刀庫中的定位精度一般要求在 ±0.01mm 以內。
換刀機械手的動作精度直接影響換刀精度。采用先進的伺服電機驅動和精密的傳動機構,如滾珠絲杠、諧波減速器等,能夠實現機械手快速、平穩且精確的動作。在換刀過程中,通過傳感器實時監測機械手的位置和姿態,確保其在抓取、交換刀具時的定位精度。例如,在一些高端自動換刀電主軸系統中,換刀機械手的重復定位精度可達 ±0.002mm,*大地減少了因換刀引起的加工誤差。
此外,換刀過程中的刀具識別與對刀技術也至關重要。利用 RFID(射頻識別)等技術,能夠快速準確地識別刀具信息,包括刀具類型、長度、半徑等參數。在刀具更換后,通過對刀儀自動測量刀具的實際位置,并將數據反饋給控制系統,由控制系統對刀具補償值進行精確調整,確保新換上的刀具在加工時的切削位置與原刀具保持高度一致,從而保證加工精度的連續性。

有效的熱管理系統
高速旋轉的電主軸在運行過程中會產生大量熱量,熱變形是影響主軸精度的重要因素之一。為實現高精度控制,必須配備有效的熱管理系統。
常見的熱管理措施包括循環冷卻系統和熱誤差補償技術。循環冷卻系統通過在主軸電機的定子和軸承座等關鍵發熱部位設置冷卻通道,利用冷卻液(如水或專用冷卻油)循環帶走熱量,控制主軸的溫升。一般要求冷卻液的流量和溫度能夠精確控制,確保主軸在長時間運行過程中的溫度變化不超過 ±1℃。
熱誤差補償技術則是通過在主軸上安裝多個溫度傳感器,實時監測主軸各部位的溫度分布情況,將溫度數據傳輸給控制系統。控制系統根據預先建立的熱誤差模型,計算出因熱變形導致的主軸位置變化,并自動調整加工坐標,對熱誤差進行實時補償,從而保證加工精度不受熱變形的影響。通過熱管理系統的協同作用,可將主軸因熱變形引起的精度誤差控制在*小范圍內,滿足高精度加工的需求。