電主軸技術概述及其在齒輪加工中的應用
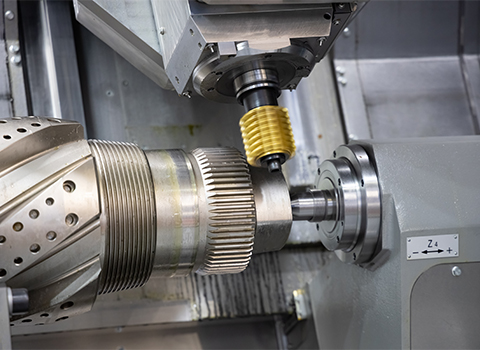
磨削電主軸作為現代齒輪加工裝備的核心部件,通過將電動機與主軸集成為一體的創新設計,為齒輪制造領域帶來了顯著的技術進步。在齒輪加工過程中,電主軸直接驅動砂輪或刀具進行高速旋轉,省去了傳統傳動系統中的皮帶、齒輪等中間環節,從而減少了傳動誤差和能量損失。這種結構特點使電主軸成為提升齒輪加工精度和效率的關鍵因素。

齒輪作為機械傳動系統中的基礎元件,其加工質量直接影響整個傳動裝置的性能和使用壽命。隨著工業領域對齒輪傳動精度要求的不斷提高,磨削電主軸憑借其優異的性能特點,在齒輪精加工環節發揮著不可替代的作用。特別是在汽車變速箱齒輪、風電齒輪箱、工業機器人減速器齒輪等高精度齒輪制造中,磨削電主軸的應用已成為行業標準配置。
磨削電主軸提升齒輪加工精度的技術原理
磨削電主軸通過多項技術創新實現了齒輪加工精度的顯著提升。主軸采用高剛性材料和優化結構設計,能夠在高速旋轉時保持*低的徑向和軸向跳動,通常可控制在1微米以內。這種高旋轉精度直接轉化為齒輪齒面的加工精度,有效降低了齒輪傳動中的噪聲和振動。
在動態性能方面,現代磨削電主軸采用先進的動平衡技術和液體靜壓或磁懸浮軸承技術,*大減少了高速運轉時的振動。例如,某型號電主軸在20000rpm轉速下,振動值可控制在0.5μm以下,為齒輪齒形和齒向精度提供了可靠保障。溫度控制方面,內置循環冷卻系統和溫度傳感器實時監測主軸溫升,通過精確的溫度補償機制抵消熱變形對加工精度的影響。
電主軸與數控系統的協同控制也是提升精度的關鍵。全閉環控制系統能夠實時調整主軸轉速和位置,配合高分辨率編碼器實現轉角精度達到±1角秒級別,滿足高精度齒輪加工的嚴格要求。在修整齒輪齒形時,這種精密控制能力可以確保齒廓偏差控制在DIN 3級甚至更高標準。
磨削電主軸提高齒輪加工效率的機制分析
磨削電主軸的高轉速特性顯著提升了齒輪加工效率。與傳統主軸相比,電主軸轉速可提高30%-50%,某些型號甚至能達到60000rpm以上的超高轉速。這種高速加工能力使齒輪磨削的金屬去除率大幅提升,單件加工時間可縮短20%-35%。
快速響應特性是電主軸提升效率的另一重要因素。由于轉子慣量小且直接驅動,電主軸可在*短時間內完成加速和制動,轉速升降時間比傳統結構縮短40%-60%。這一特點在齒輪加工中頻繁換向的場合尤為有利,減少了非切削時間占比。某汽車齒輪生產線數據顯示,采用電主軸后,輔助時間減少了約15%,整體設備綜合效率(OEE)提升了8個百分點。
磨削電主軸還通過智能控制策略進一步優化加工效率。自適應切削功能可根據齒輪材料硬度變化實時調整轉速和進給,保持最*切削條件而不影響表面質量。此外,電主軸通常配備狀態監測系統,通過振動、溫度和功率等多參數分析,預測最*刀具更換時機,避免不必要的停機,使設備利用率提高5%-10%。
磨削電主軸在齒輪加工中的典型應用場景
在汽車齒輪大批量生產中,磨削電主軸展現出顯著優勢。某知名變速器制造商采用電主軸磨齒機后,單班產量提升至1200件,同時將齒輪噪聲等級降低3分貝。電主軸穩定的性能保證了批產齒輪質量的一致性,廢品率從原來的1.2%降至0.3%以下。
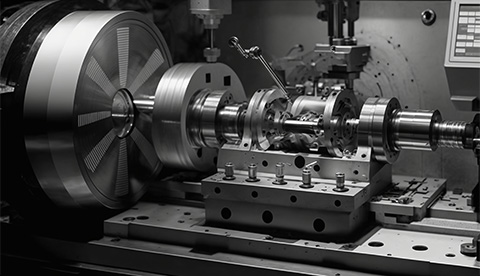
大型工業齒輪加工中,電主軸解決了傳統方式難以克服的技術難題。例如風電齒輪箱中的大型螺旋錐齒輪,采用電主軸磨削后,齒面接觸斑點合格率從85%提升至98%,齒輪使用壽命延長約30%。重載齒輪經電主軸磨削后,表面殘余應力分布更均勻,疲勞強度提高20%左右。
微型精密齒輪加工更是依賴高性能電主軸。在鐘表齒輪、微型減速器齒輪等微米級精度要求的領域,電主軸可實現直徑0.2mm以下小模數齒輪的高精度成形磨削。某醫療器械齒輪供應商采用特殊設計的電主軸后,實現了模數0.1齒輪的批量穩定加工,齒形誤差控制在2μm以內。
磨削電主軸選型與維護對齒輪加工的影響
合理選型是發揮磨削電主軸性能的前提。齒輪加工企業應根據加工對象特點選擇電主軸參數:模數小于1的精密齒輪宜選用高轉速(30000rpm以上)電主軸;模數2-5的中等齒輪適用15000-25000rpm范圍;大模數重載齒輪則應側重扭矩和功率,轉速可適當降低至8000-15000rpm。某企業案例顯示,針對不同模數齒輪產線配置差異化電主軸后,整體能耗降低12%,工具成本減少18%。
正確的維護保養對保持電主軸性能至關重要。建議每運行500小時進行預防性維護,包括軸承潤滑狀態檢查、冷卻系統清洗和電氣連接緊固。日常應監控振動值變化趨勢,當振動速度有效值超過2mm/s時應及時排查原因。某齒輪廠統計數據顯示,嚴格執行預防性維護的電主軸平均無故障工作時間(MTBF)達到12000小時,比非規范使用延長約40%。
故障預警技術的應用可最大限度減少意外停機。現代電主軸多配備智能監測系統,通過分析電流、振動、溫度等參數變化,可提前200-300小時預測潛在故障。某采用狀態監測的齒輪車間報告顯示,電主軸突發故障率下降70%,維修成本降低25%,備件庫存減少30%。
磨削電主軸技術發展趨勢與齒輪加工展望
未來磨削電主軸技術將朝著更高性能方向發展。新材料應用如陶瓷軸承可使轉速提升20%-30%而溫升更低;智能算法實現的自優化控制將加工精度再提高一個數量級;集成化設計使電主軸體積縮小15%同時功率密度增加。這些進步將推動齒輪加工向更精密、更高效方向發展。
新型齒輪加工工藝對電主軸提出新要求。如干式齒輪磨削需要電主軸具備更好的熱穩定性;硬車削復合加工要求電主軸兼具高轉速和大扭矩;微潤滑加工則需特殊密封設計。某研究院測試數據顯示,適配新工藝的電主軸可使齒輪加工綜合成本降低8%-15%。

工業4.0背景下,磨削電主軸的數字化和網絡化功能日益重要。支持工業互聯網協議的智能電主軸可實現遠程監控和預測性維護,與MES系統集成優化生產排程。某數字化齒輪工廠應用案例表明,聯網電主軸使設備利用率提升7%,能耗降低9%,為智能制造提供了可靠基礎。
隨著技術的持續進步,磨削電主軸必將在齒輪加工領域發揮更加關鍵的作用,推動整個齒輪制造行業向更高精度、更高效率、更智能化方向發展。