根據數控加工技術向高速、高精度方向發展,刀具與主軸的連接性能直接影響加工質量和效率。ISO標準7:24錐度刀具接口因其結構穩定、裝夾快捷、互換性強等特點,在數控機床領域得到廣泛應用。本文圍繞該接口的結構特點、力學性能及高速適應性展開分析,探討其在自動換刀系統中的優化設計方向,以提升加工過程的可靠性和精度。

ISO標準的7:24刀具接口
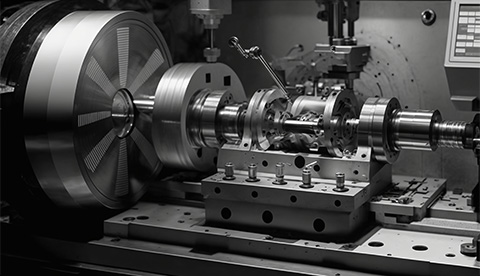
高速加工工具系統的基本功能是保證刀具在機床中的準確定位 ,同時傳遞加工所需要的運動和動力。為了實現其基本功能 ,工具系統要具有高動平衡精度 ,刀柄的徑向定位精度和軸向定位精度要求也很高,要能傳遞和保持足夠的夾緊力 ,要具有傳遞高速運動的能力 ,且具有高剛度特性 。刀具與主軸的連接問題如果處理不好 ,會嚴重影響高速加工的可靠性及機床主軸的動平衡,成為限制機床所能達到的切削速度的薄弱環節之一 。
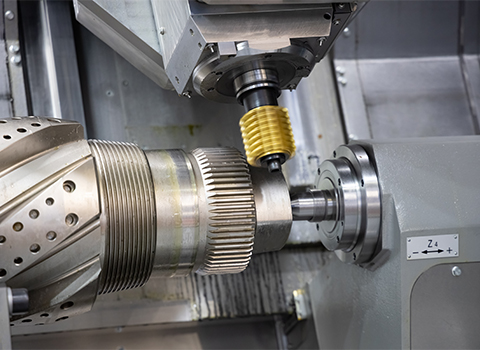
ISO標準7:24錐度刀柄/主軸聯結在木工數控機床中應用廣泛 。7:24錐度聯結有許多優點:因為不能自鎖 ,可實現快速 裝卸刀具;刀柄的錐體在拉桿軸向拉力的作用下,緊緊地與主軸的內錐面接觸,實心的錐體直接在主軸內錐孔內支承 刀具,可以減小刀具的懸伸量;錐體表面同時起著兩個重要的作用,即刀具相對于主軸的精確定位及實現刀具夾緊并提供足夠的聯接剛度。這種聯結只有一個尺寸即錐角需加工到很高的精度,所以成本較低而且可靠。綜合考慮,本文設計的自動換刀系統是針對IS0標準的7:24刀具接口。
ISO標準7:24錐度刀柄作為傳統工具系統的典型代表,其結構設計充分考慮了加工效率與工藝可靠性的平衡。該接口采用錐面配合與機械拉緊相結合的連接方式,在保證定位精度的同時實現了快速換刀功能。錐面配合部分通過高精度研磨工藝確保接觸面積大于85%,有效提高了徑向剛度和扭矩傳遞能力。
在動態性能方面,7:24接口的對稱錐體結構有利于實現動平衡補償,標準規定其平衡等級應達到G2.5級(轉速12000r/min時)。軸向定位由錐面末端與主軸端面共同完成,配合精度可達IT4級,重復定位精度保持在0.002mm以內。拉桿機構采用模塊化設計,標準夾緊力范圍為8-12kN,可滿足大部分高速切削工況需求。
值得注意的是,該接口的錐度設計(錐角8°17'50")形成了特有的"楔形效應",在旋轉離心力作用下會產生附加的接觸壓力。實驗數據表明,當轉速超過15000r/min時,錐面接觸壓力可提升約18%,這對維持高速狀態下的連接剛度具有積*作用。
針對自動換刀系統的適配性,7:24接口的標準化法蘭結構(包括BT、CAT、DIN等變體)為刀庫設計提供了統一基準。其錐柄長度與直徑的固定比例關系(約1:3.5)既保證了足夠的導向長度,又避免了過大的空間占用。建議在系統設計中采用HSK型拉爪機構與7:24接口配合使用,可進一步提升換刀重復定位精度至0.005mm以下。
后續研究應重點關注錐面磨損補償機制和熱變形協調設計,這些因素將直接影響該接口在長期高速運轉工況下的性能穩定性。通過優化錐面鍍層工藝(如采用TiN復合涂層)和改進冷卻通道設計,可顯著提升接口的抗微動磨損能力。

ISO標準7:24刀具接口憑借其成熟的標準化設計,在高速加工中展現出良好的剛性和動態平衡性能。未來,通過優化錐面配合精度、增強耐磨涂層技術以及改進熱變形補償機制,該接口有望進一步提升其在高速、高負荷工況下的穩定性。結合智能換刀系統的精準控制,7:24錐度連接將繼續在數控加工領域發揮重要作用,為高效精密制造提供可靠的技術支持。